





Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.




PRODUCTS VIDEO







ADVANCED PRODUCTS
Efficient production | Consistent accuracy | Customizable solutions







Bendero

Freno de prensa CNC híbrido de acción ascendente

Freno de prensa CNC híbrido de acción baja

Freno de prensa de servo cnc controlado por la bomba

Servo CNC de servo eléctrico completo freno de prensa

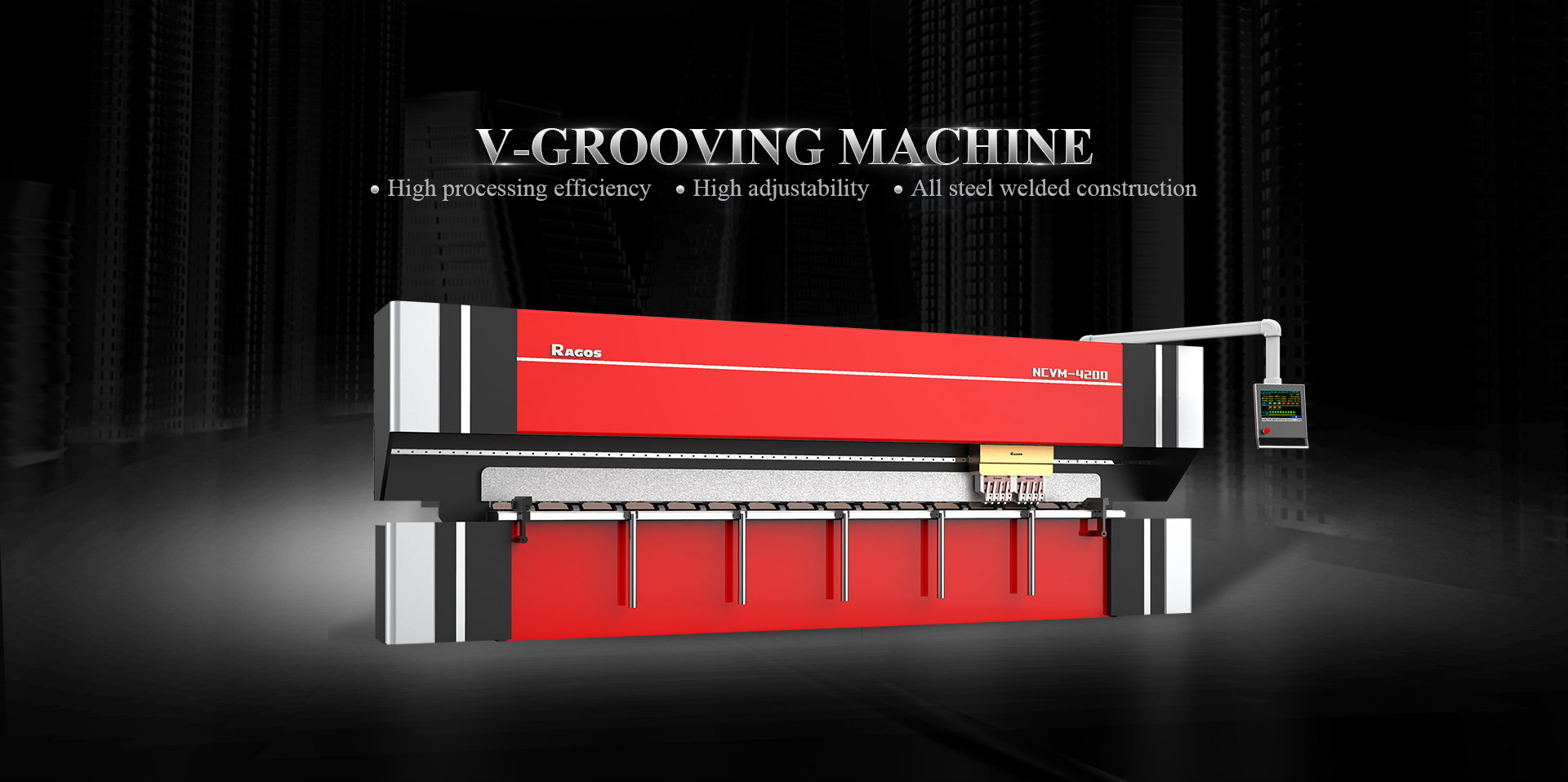
Máquina CNC de V-Rooving
WHY CHOOSE US?
Sin preocupaciones | Ahorrar tiempo | Práctico

Gran reputación

Calidad asegurar

Respetuoso del medio ambiente

Afterveses Carefree

Precio competitivo
PARTNER
Uniting expertise for exceptional bending solutions





About Ragos
Fabricación de artesanía , se esfuerza por la excelencia
Perfil

Misión

Innovación

Inteligente

Perfil
Misión
Innovación
Inteligente
NUESTRO CLIENTE
Cooperación transfronteriza, colaboración para beneficio mutuo

NOTICIAS
Bending Machine Maintenance Tips for Optimal Performance



CONTÁCTENOS
info@ragoscnc.com
Online consultation, we will get back to you as soon as possible



FOSHAN RAGOS NC EQUIPMENT CO.,LTD.
EMAIL : info@ragoscnc.com
ADD. : Building 6, Huangdong Industrial Park, Shishan Town, Nanhai District,Foshan, Foshan, Guangdong China
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.